Blue Diamond MaxiBlue V2 Condensate Pump
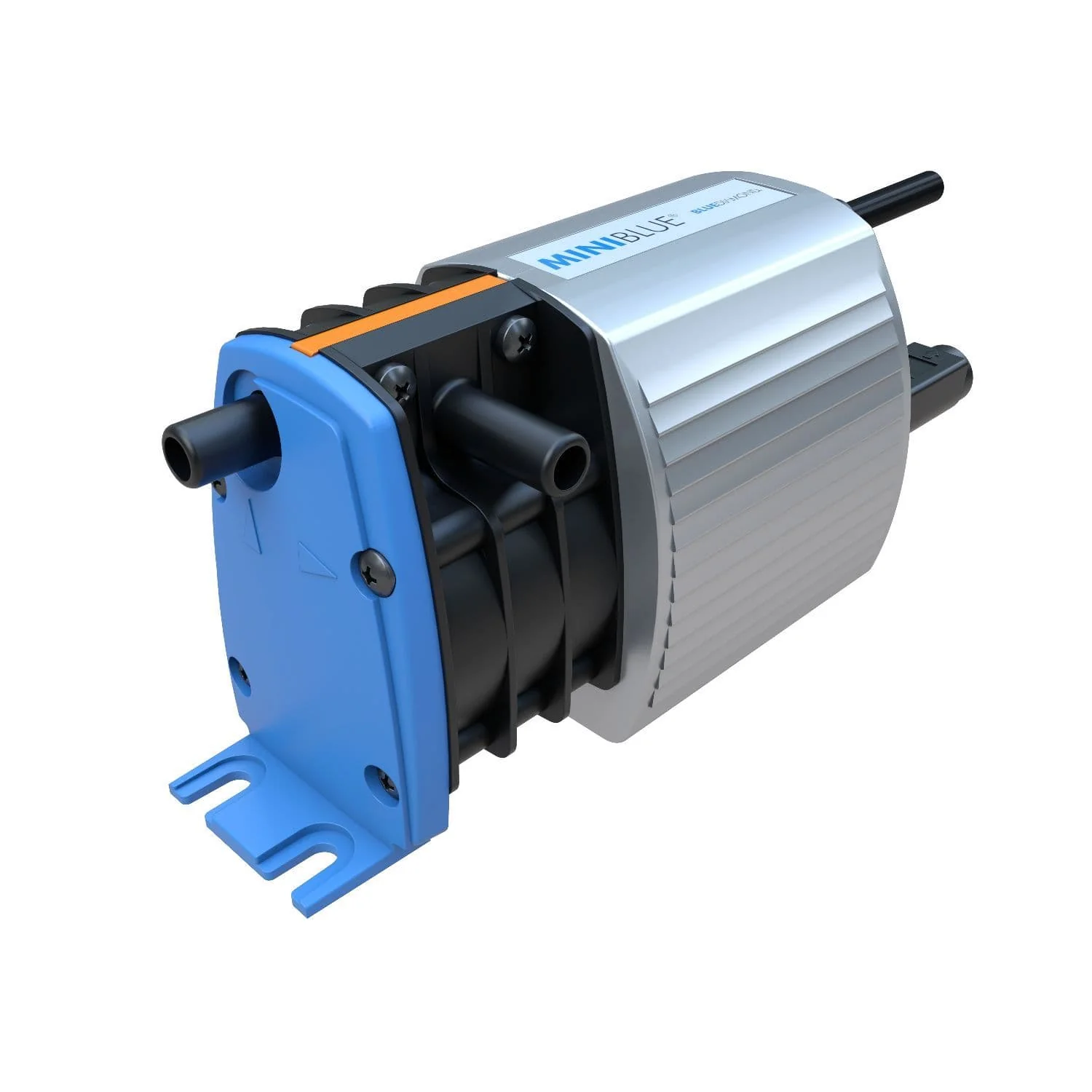
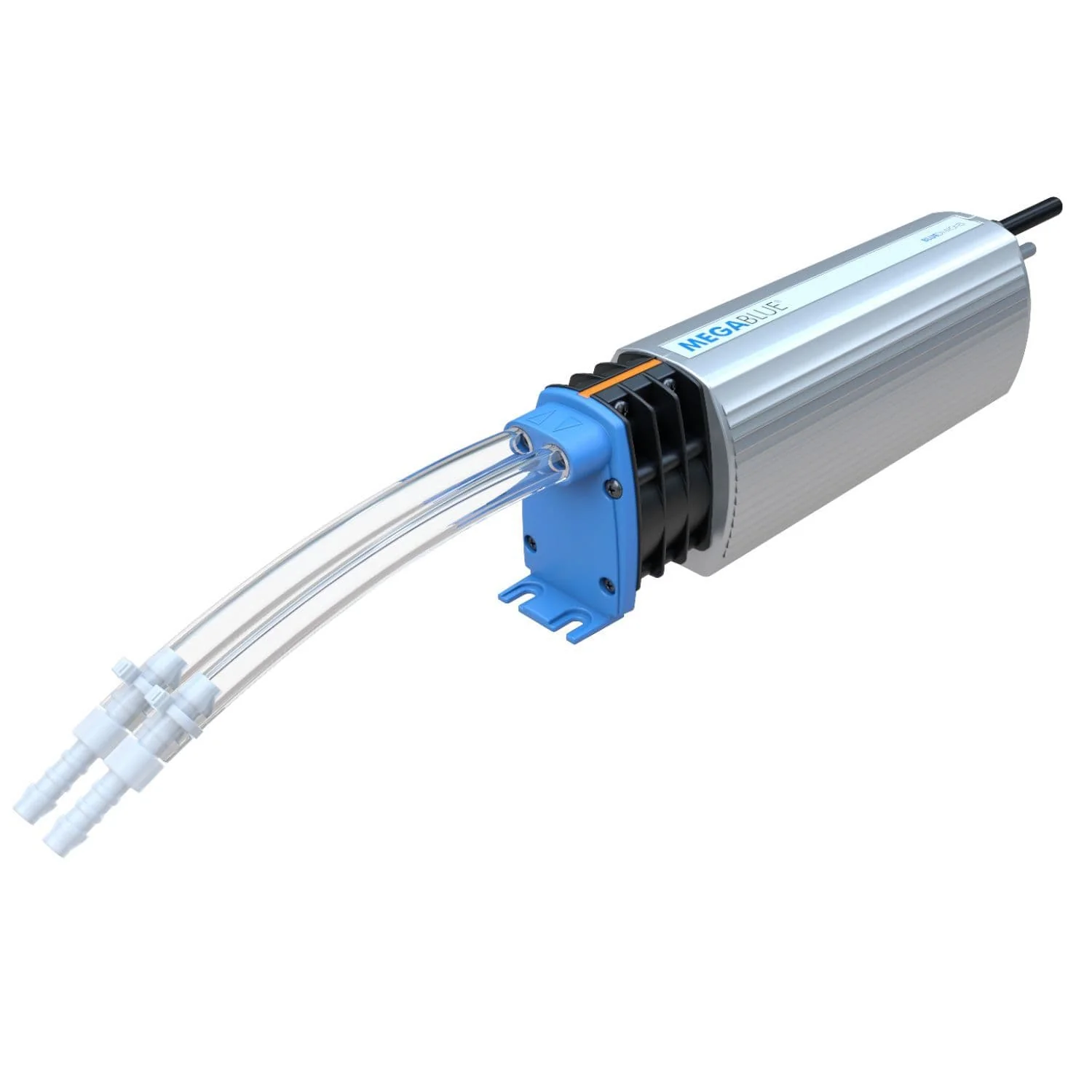
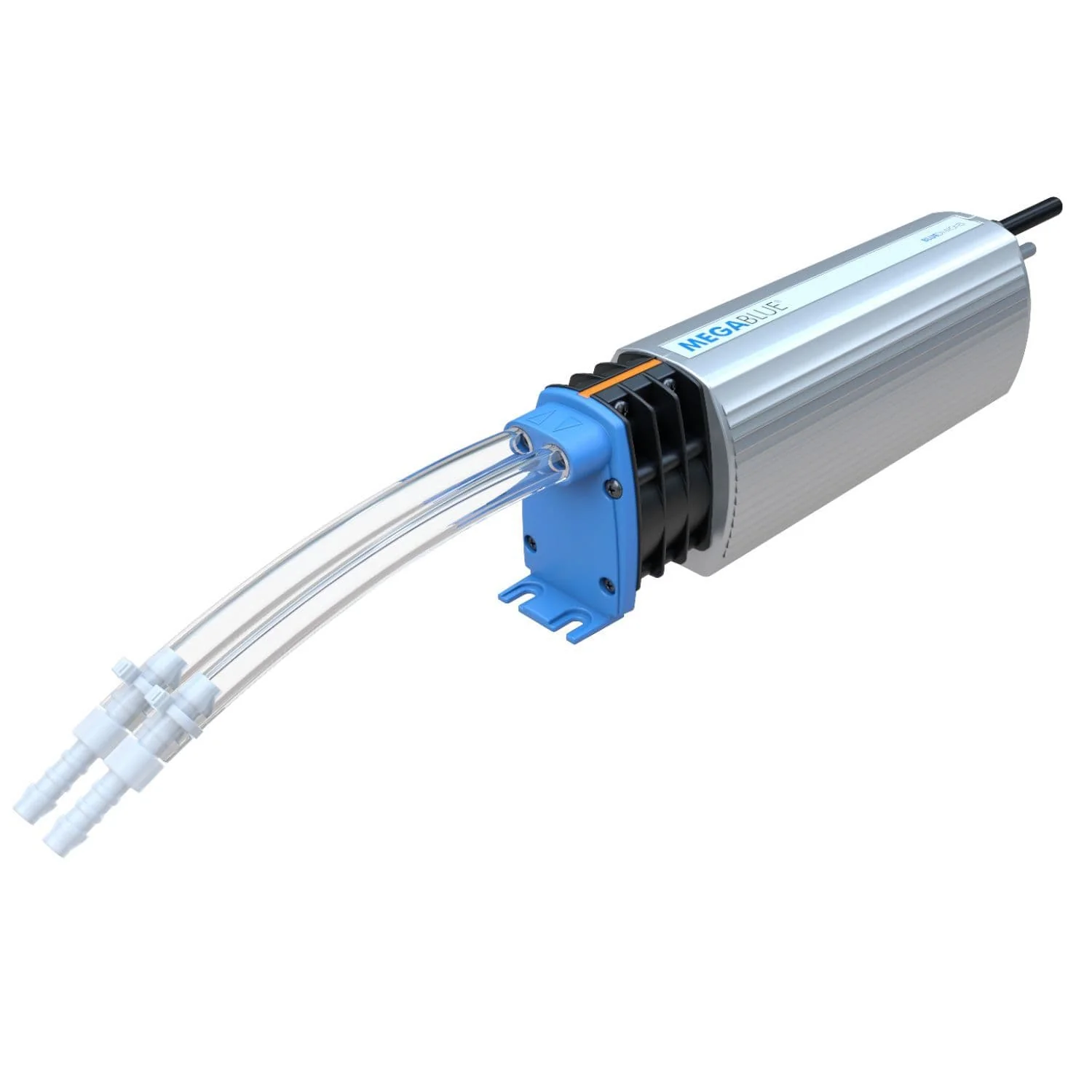
Blue Diamond MaxiBlue V2
Condensate Removal Pump
Performance. Intelligence. Reliability.
MaxiBlue® V2 the next generation in BlueDiamond®s trusted pump range. Powered by enhanced Rotary Diaphragm technology, this cutting-edge model combines a lighter, more efficient design with intelligent features like a smart control board for real-time monitoring and adaptive condensate management. Its clog-resistant, filter-free architecture and CondenSense technology in the reservoir allow the pump to self-adjust based on condensate levelsdelivering precise performance, reduced energy use, and low-maintenance reliability.
Now with automatic flow adjustment, the MaxiBlue® V2 intelligently varies pumping capacity to match system demand. This ensures optimal operation across fluctuating condensate volumes, prevents overflow and further improves energy and sound efficiency. The result is a pump that not only adapts to changing conditions but also extends service life while minimising the need for intervention, making it the ideal solution for modern HVAC applications.
Key features:
Soft-start control with variable operational volume (21 dB(A) Max).
Newly refined and enhanced Rotary Diaphragm technology.
Real-time monitoring and state of the art alarm configuration.
Automatic flow adjustment.
Valveless, clog-resistant, filter-free design.
CondenSense technology compatible.
Energy-efficient operation.
Extended service life.
Applications:
Air conditioning systems up to 14KW
Mini-split and cassette systems.
Mid-range fan coil applications.
High humidity environments.
Ideal for pumping and preventing bio-films.
Includes:
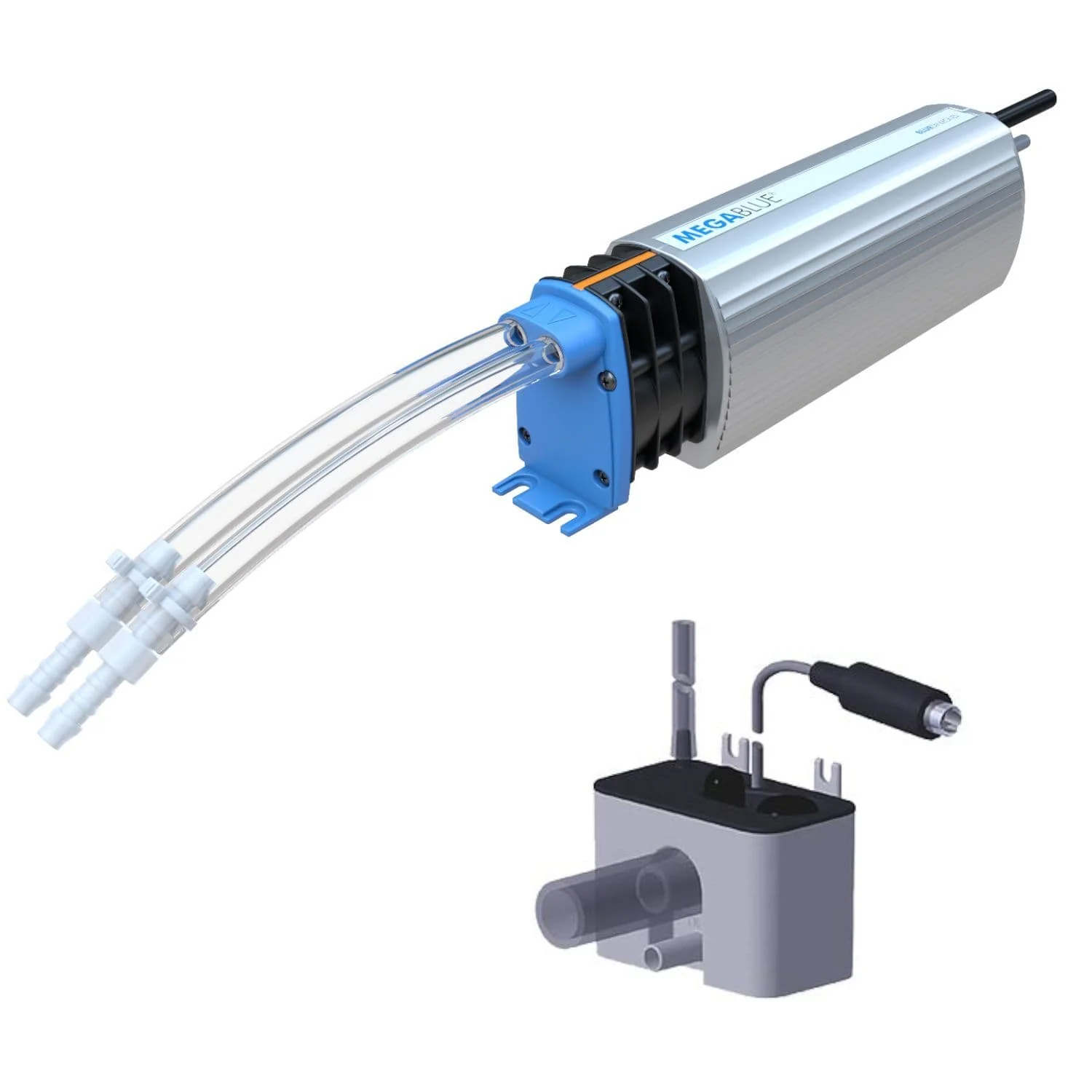
CondenSense Reservoir (Integrated CS2 Microchip)
*Pump comes with volt-free, audio and LED alarm package as standard on all models.
Click here for product spec sheet
Original: $188.90
-65%$188.90
$66.11More Images




Blue Diamond MaxiBlue V2 Condensate Pump
Blue Diamond MaxiBlue V2
Condensate Removal Pump
Performance. Intelligence. Reliability.
MaxiBlue® V2 the next generation in BlueDiamond®s trusted pump range. Powered by enhanced Rotary Diaphragm technology, this cutting-edge model combines a lighter, more efficient design with intelligent features like a smart control board for real-time monitoring and adaptive condensate management. Its clog-resistant, filter-free architecture and CondenSense technology in the reservoir allow the pump to self-adjust based on condensate levelsdelivering precise performance, reduced energy use, and low-maintenance reliability.
Now with automatic flow adjustment, the MaxiBlue® V2 intelligently varies pumping capacity to match system demand. This ensures optimal operation across fluctuating condensate volumes, prevents overflow and further improves energy and sound efficiency. The result is a pump that not only adapts to changing conditions but also extends service life while minimising the need for intervention, making it the ideal solution for modern HVAC applications.
Key features:
Soft-start control with variable operational volume (21 dB(A) Max).
Newly refined and enhanced Rotary Diaphragm technology.
Real-time monitoring and state of the art alarm configuration.
Automatic flow adjustment.
Valveless, clog-resistant, filter-free design.
CondenSense technology compatible.
Energy-efficient operation.
Extended service life.
Applications:
Air conditioning systems up to 14KW
Mini-split and cassette systems.
Mid-range fan coil applications.
High humidity environments.
Ideal for pumping and preventing bio-films.
Includes:
CondenSense Reservoir (Integrated CS2 Microchip)
*Pump comes with volt-free, audio and LED alarm package as standard on all models.
Click here for product spec sheet
Product Information
Product Information
Shipping & Returns
Shipping & Returns
Description
Blue Diamond MaxiBlue V2
Condensate Removal Pump
Performance. Intelligence. Reliability.
MaxiBlue® V2 the next generation in BlueDiamond®s trusted pump range. Powered by enhanced Rotary Diaphragm technology, this cutting-edge model combines a lighter, more efficient design with intelligent features like a smart control board for real-time monitoring and adaptive condensate management. Its clog-resistant, filter-free architecture and CondenSense technology in the reservoir allow the pump to self-adjust based on condensate levelsdelivering precise performance, reduced energy use, and low-maintenance reliability.
Now with automatic flow adjustment, the MaxiBlue® V2 intelligently varies pumping capacity to match system demand. This ensures optimal operation across fluctuating condensate volumes, prevents overflow and further improves energy and sound efficiency. The result is a pump that not only adapts to changing conditions but also extends service life while minimising the need for intervention, making it the ideal solution for modern HVAC applications.
Key features:
Soft-start control with variable operational volume (21 dB(A) Max).
Newly refined and enhanced Rotary Diaphragm technology.
Real-time monitoring and state of the art alarm configuration.
Automatic flow adjustment.
Valveless, clog-resistant, filter-free design.
CondenSense technology compatible.
Energy-efficient operation.
Extended service life.
Applications:
Air conditioning systems up to 14KW
Mini-split and cassette systems.
Mid-range fan coil applications.
High humidity environments.
Ideal for pumping and preventing bio-films.
Includes:
CondenSense Reservoir (Integrated CS2 Microchip)
*Pump comes with volt-free, audio and LED alarm package as standard on all models.
Click here for product spec sheet